
銅鋁件對接焊縫的超聲波探傷方法

(圖1:銅鋁焊接件)
方法一:橫波探傷法
對焊縫進行超聲波檢測時,需要在焊縫兩側進行探傷,找到底端反射波B,移動超聲波探頭找到頂端反射波T,出現在B和T波之間的異常回波(F)即為缺陷波,如下圖2中所示:

(圖2:缺陷檢測原理)
由於超聲波檢測時采用聲波的多次反射法進行探傷,可選擇具有半跨距顯示功能的超聲波探傷儀,通過輸入檢測板厚度值,從而在超聲波探傷儀波形顯示區域可更直觀的顯示出檢測缺陷的具體信息。
方法二:超聲波穿透法
如果焊接後表麵平整,也可采用縱波法進行探傷,其檢測原理如下圖3所示:
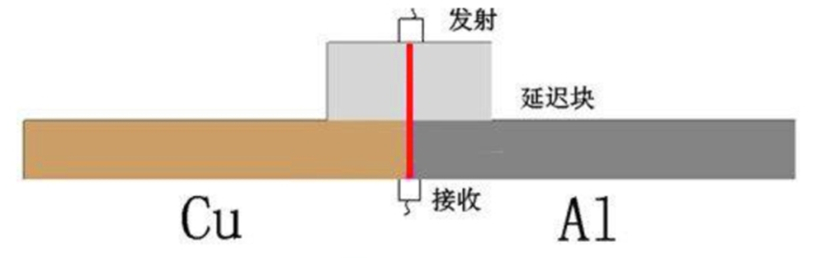

(圖4:無缺陷時和有缺陷時底波高度)
如圖4所示,如果焊縫中存在一定尺寸的氣孔或者夾雜缺陷,收到的超聲波波幅遠遠小於沒有缺陷時,當缺陷達到一定尺寸後,接收探頭無法接收到超聲波。
 魯公網安備37010402000738號 魯ICP備14030158號-1
魯公網安備37010402000738號 魯ICP備14030158號-1


